today 132
today 132
today 132
today 132
The installation of the new overhead line concept in Denmark places high demands on overhead line technology: Both a RiM 80 contact wire with a nominal tension of 15 kN and a carrying cable of aluminium alloy must be installed in one pass. The cables are unwinded and installed under constant tension while the machine travels forward during installation or when the machine is at standstill. Using measuring sensor technology on the machine side, the machine permanently monitors the tension.
To ensure the professional handling of an ambitious project, namely the electrification of 1,362 kilometres of track to be implemented in all regions of Denmark within ten years, Plasser & Theurer will supply a multi-section highly sophisticated catenary installation train to the contractor Aarsleff. The train consists of several machines. Powered separately, they can work together or individually. The entire overhead line system, including all cables and wires, the feeder cable and an additional return conductor, can be mounted at the masts and installed in two passes.
An MTW 100.018 motor tower car is located at both ends of the new machine unit. The machine following in working direction will be presented at iaf:
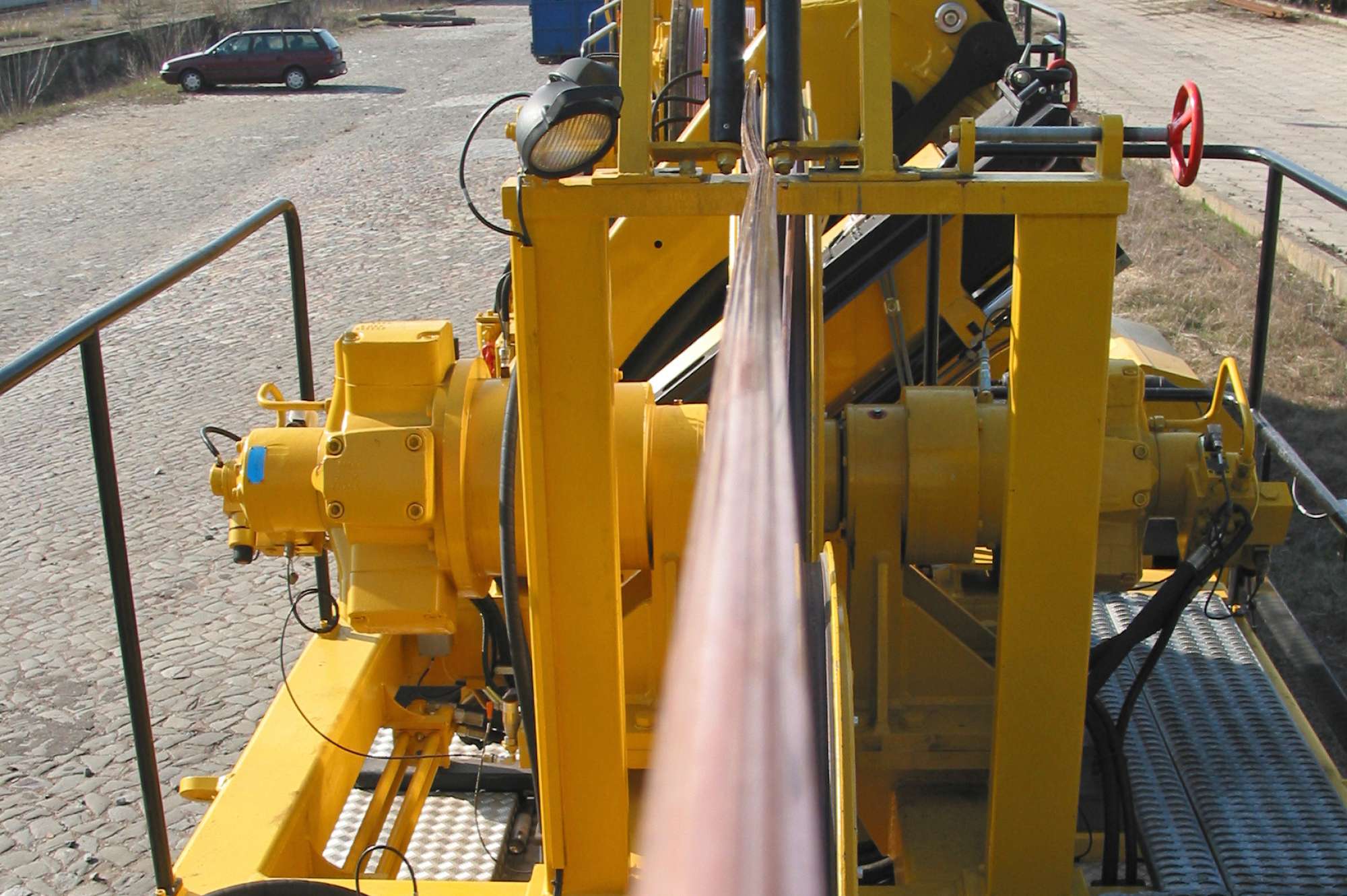
the FUM 100.260 catenary renewal and installation machine is a multi-talent for unwinding, positioning and tensioning all cables (see figure).
It is followed by an A 100 assembly tower car in special design equipped with a loading crane and a carrying cable and contact wire holding device. Behind travel three compact A 10 assembly cars for finishing the overhead line system.
The A 10 was particularly developed and designed for the fast and accurate positioning of the droppers between the carrying cable and contact wire.
The FUM allows the overhead line to be installed also in tight curves on superelevated tracks. A particular focus has been placed on greater stability at maximum platform outreach during working travel. The overhead line is mainly assembled during working travel, without the need for additional supports.
Fitted with a special column lifting platform and laterally extendible work platforms, the MTW 100 transports staff quickly and safely to the assembly points at the overhead line mast. The FUM 100 installs the carrying cable and the contact wire simultaneously right after, using a highly specialised bogie vehicle for overhead line installation.
Within one decade, Denmark intends to electrify about half of its 2,667 km railway network, including 946 km of double-tracked lines. Up to now, only 640 km of Danish railway lines have been equipped with contact wires. Of this section, 450 km use alternating current of 25 kV 50 Hz. This proportion shall now be quadrupled: In May 2016, the infrastructure operator Banedanmark awarded the implementation of this project as a complete package to a consortium of Siemens and Aarsleff. The infrastructure installation to be built must ensure utmost reliability and safety, top quality and a maximum service life. In a first step, about 1,362 track kilometres
(856 kilometres of track) across Denmark will be electrified for maximum speeds of
160 to 250 km/h.
Carrying cable, contact wire, feeder and return conductor are guided from storage drums mounted on a tilting winch table to the assembly position in the overhead line via the controlled winch system while the tension is monitored permanently in interdependence with the drive. Additional, self-propelled assembly cars travel behind to integrate cantilevers, carrying cable and contact wire into the overhead line system. The second MTW 100.018 motor tower car is used to check the contact wire position, distance between the droppers and the correct installation of the overhead line. Once these works have been completed, the line can be reopened for traffic at the permissible maximum speeds.
A first working pass in the construction of a new overhead line system is the installation of feeder cables and return conductor cables. The FUM 100 is also used for these works together with a specially developed A 100 assembly car. Simultaneously, the A 100 guides the feeder cable to the top of the mast and the return conductor to the back of the mast, raising the cable over the top of the mast. An advantage of this installation method is that both cables are brought to the top and back of the mast at the same time and with the required tension. The well-proven overhead line installation technology by Plasser & Theurer makes this possible.
At some distance, the A 100 travels behind the FUM. Having a radius of action of up to 12 m from the top of rail and 5 m from the centre line of the track, its work basket allows all assembly works to be performed at the top and back of the mast. Designed with a low centre of gravity and counterweights at the crane column, the A 100 can perform these works while travelling and without support. This technology makes it possible to install feeder cables and return conductor cables in less time. Thus, it significantly reduces the time required for the assembly works.

Plasser & Theurer supplies a multi-section, complex catenary installation train composed of seven individual and independently driving machines. After the masts have been set, the overhead line is professionally installed and finished in two work passes comprising the tensioning and assembling of the feeder cables, return conductor cables and the contact wire and carrying cable with constant final tension.
Simultaneous but fully independently, the FUM 100.260 carries out the staggered installation of both the contact wire and the carrying cable with the required final nominal tension. The tension can be adjusted for both cables separately and infinitely between 5 and 30 kN. It is ensured during slow working travel, start/stop or reversing. To ensure smooth current transmission between the contact wire and the current collector, wire ripple must be avoided or reduced to the greatest possible extent, particularly during the installation of the overhead line. The equipment used on contact wire installation machines made by Plasser & Theurer, such as the winch units, the straight-lined contact wire position and the tensioning units, make it possible to install the contact wire free of residual ripple also in case of high-strength contact wires. This results in an optimal contact line system.
A study carried out by Vienna University of Technology (TU Wien) found that the installation technology with constant initial tension used on the FUM prevents vertical ripple of the contact wire and increases the quality of current collection.
“The FUM catenary renewal machine developed by Plasser & Theurer is also highly suited for the installation of high-strength grooved contact wires such as AC-150, CuMg 0.5” This is the conclusion of a study by Vienna University of Technology, Ao. Univ.-Prof. DI Dr. techn. Rudolf Heuer, Head of the Laboratory of Structural Model Dynamics at the Research Center of Mechanics and Structural Dynamics of the Institute for Building Construction and Technology. TU Wien examined the mode of operation of the FUM. The machine installs the contact wire and carrying cable under a defined final and constant nominal tension. The initial tension reduces vertical waves in the contact wire, which would otherwise have a considerable negative effect on the interplay between current collector and contact strip, affecting the quality of current collection significantly. The special design of the FUM friction winch unit made by Plasser & Theurer demonstrably prevents this. The FUM generates the tension in the wire gradually, taking the technological characteristics of the contact wire materials into account. The result is an optimal overhead line system with a contact wire under ideal initial tension, free of residual ripple, allowing train operation at the permissible maximum line speed immediately after the completion of the installation and without the need for re-tensioning.