today 142
today 142
today 142
today 142
Today’s track maintenance is facing complex challenges. This industrial sector must also act in a sustainable manner. Plasser & Theurer has been working on track maintenance machines with alternative drive systems for ten years. They must be ecologically future-proof, sufficiently powerful, and economically feasible.
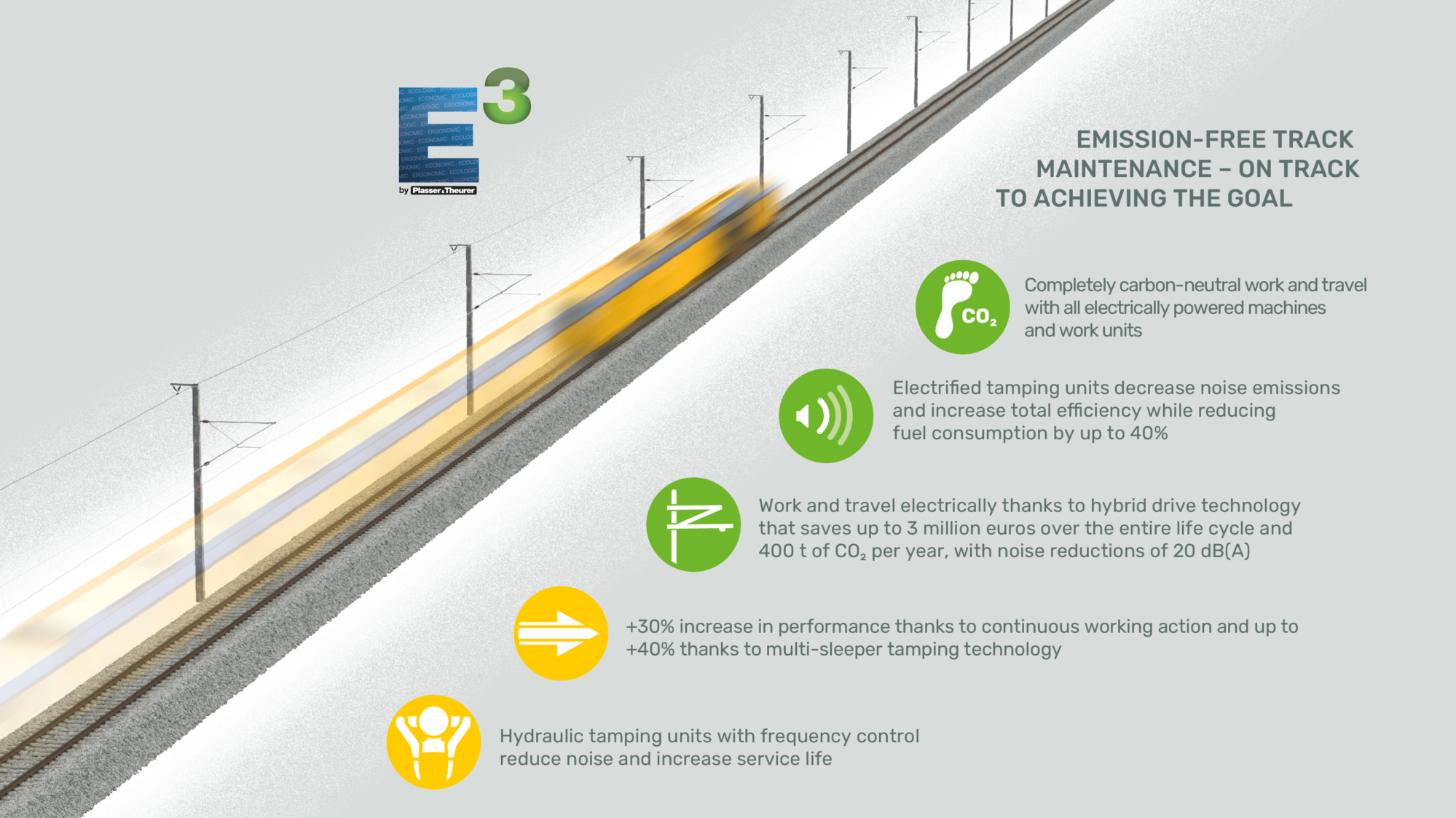
2015 was the first time railway experts admired E³ machines in operation. The focus of the new machine generation was on three criteria: Economic, Ecologic, Ergonomic. 14 E³ machines have already been put into operation in the past decade. More than 60 others are in production or have been ordered. These machines were initially highly individualized custom solutions. The increased demand for CO₂ reduction and the approval landscape in Europe call for standardization and series-like development for track maintenance machines. Plasser & Theurer recognized this and took the necessary steps in further developing E³ machines. Because one thing is becoming clear: investments in sustainable track maintenance are paying off.
Boosting output: the basis for more efficiency
There are many ways to make conventional machines greener. With the increased use of continuous working action, energy requirements already decrease, as only 20% of the machine mass is braked and re-accelerated during every tamping cycle. Frequency control for tamping units makes work quieter and more efficient. In terms of retrofits, eco-retrofits are available, i.e. with electrically powered tamping units. They lower engine speed and, by extension, noise and CO₂ emissions as well as reducing fuel consumption. Alternative fuels such as HVO100 make machines with internal combustion engines greener. However, is that enough? It is more obvious than ever that track maintenance trends are changing.
A new era in decarbonizing track maintenance has already begun. As reference projects show, alternative drive concepts involving the overhead contact line provide many beneficial synergies for users, the environment, and the ecosystem.

The E³ series
Manufactured using a novel approach to series production with modules, ÖBB’s maintenance vehicles with trimodal drive represent a first step towards standardization. Energy sources while working are the overhead contact line and batteries. At the fallback level, there is a diesel-electric powerpack operated with synthetic fuels. This is the first time E³ was developed for and implemented in a machine series.
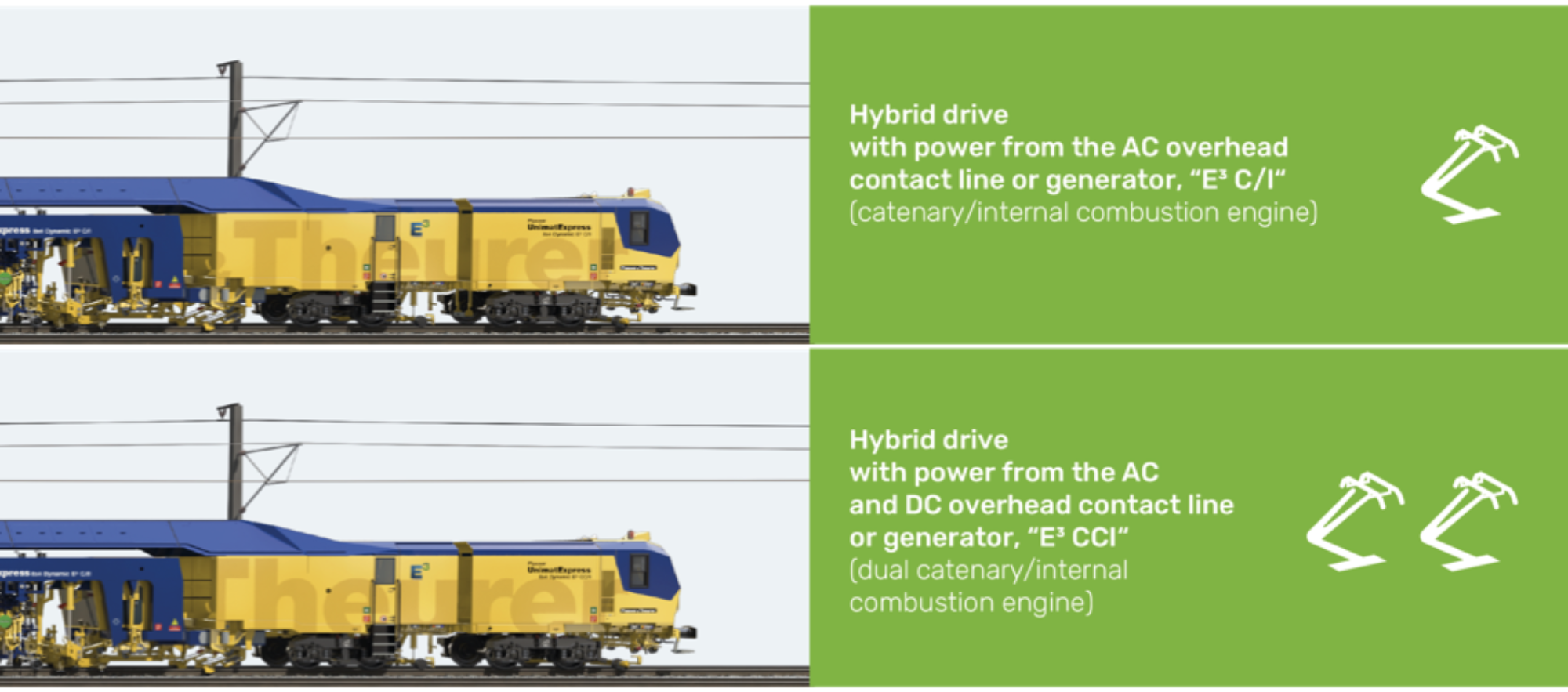
The next step is to standardize continuous-action universal tamping machines with alternative drive systems. The new UnimatExpress series uses power from the overhead contact line. If necessary, two different traction current systems can serve as a source of energy. Alternatively, an integrated generator takes over power generation.
New technology requires holistic analysis methods
A total cost of ownership (TCO) calculation provides a holistic perspective on costs for sound investment decisions. This method of analysis makes it possible to clearly and easily compare established and alternative drive forms. Our aim: cost-effective, sustainable, and ergonomic solutions for the railway of the future.
Investment in future viability
The purchasing price of a track maintenance machine is often the deciding factor in procurement decisions. All other costs which arise over the product life cycle play less of a role. They include diesel or traction-current energy costs, maintenance costs, and CO₂ certificate costs.
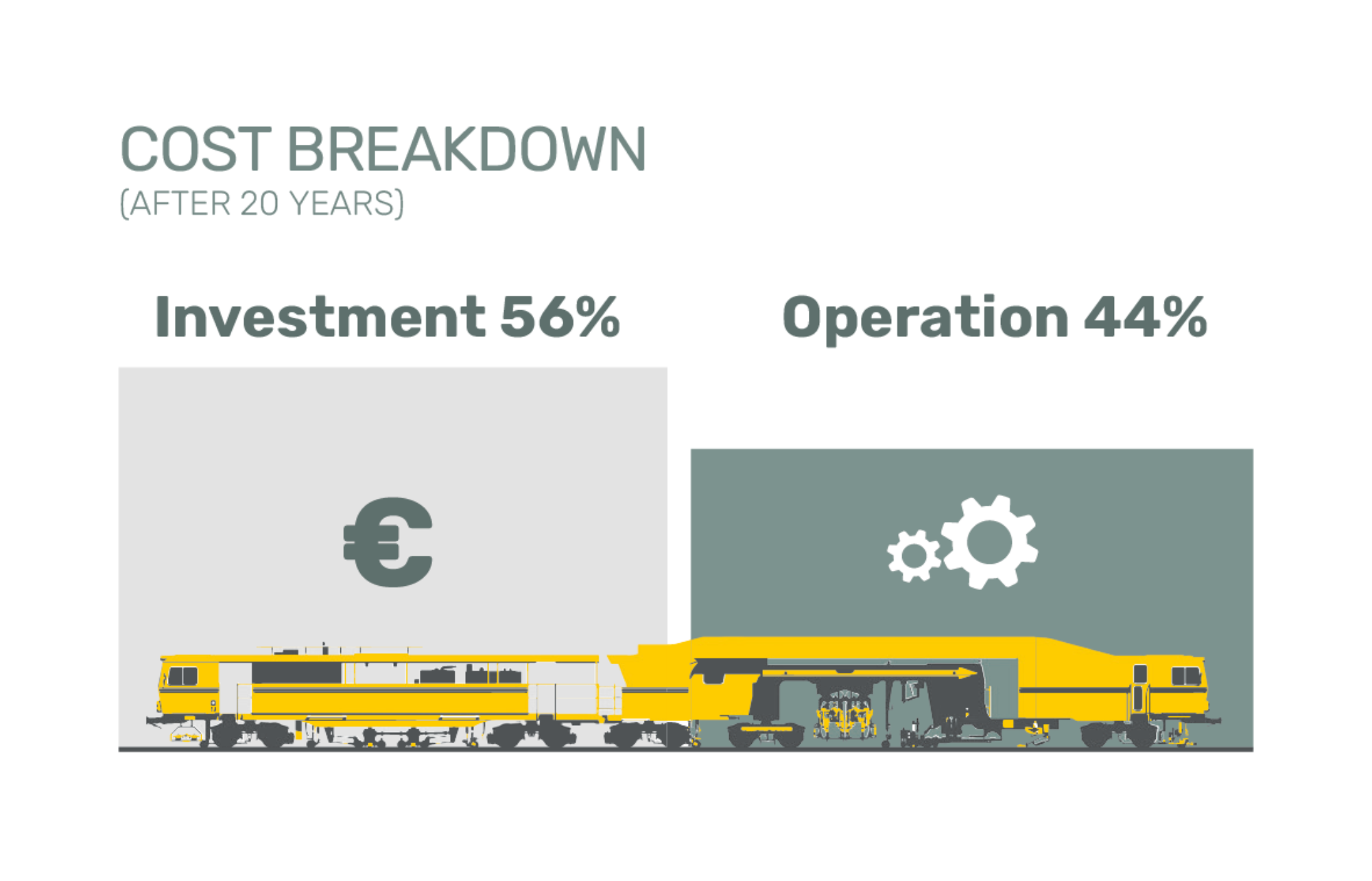
Why is a holistic analysis of costs throughout the entire life cycle necessary? Why should additional facts be gathered and considered? Track maintenance machines have very long service lives. More than 50% of the machines Plasser & Theurer has supplied in the last 70 years are still operating worldwide. This means a typical track maintenance machine is in service for several decades — in many cases over 30 years. In a cost analysis over a long service life, the importance of life cycle costs, which are mostly made up of operating costs, becomes greater.
Eco-friendly and economic advantages go hand in hand
The potential which arises from using alternative drive systems can be realistically calculated. We depict it in a transparent, easy-to-understand manner using a TCO approach to the net present value method.
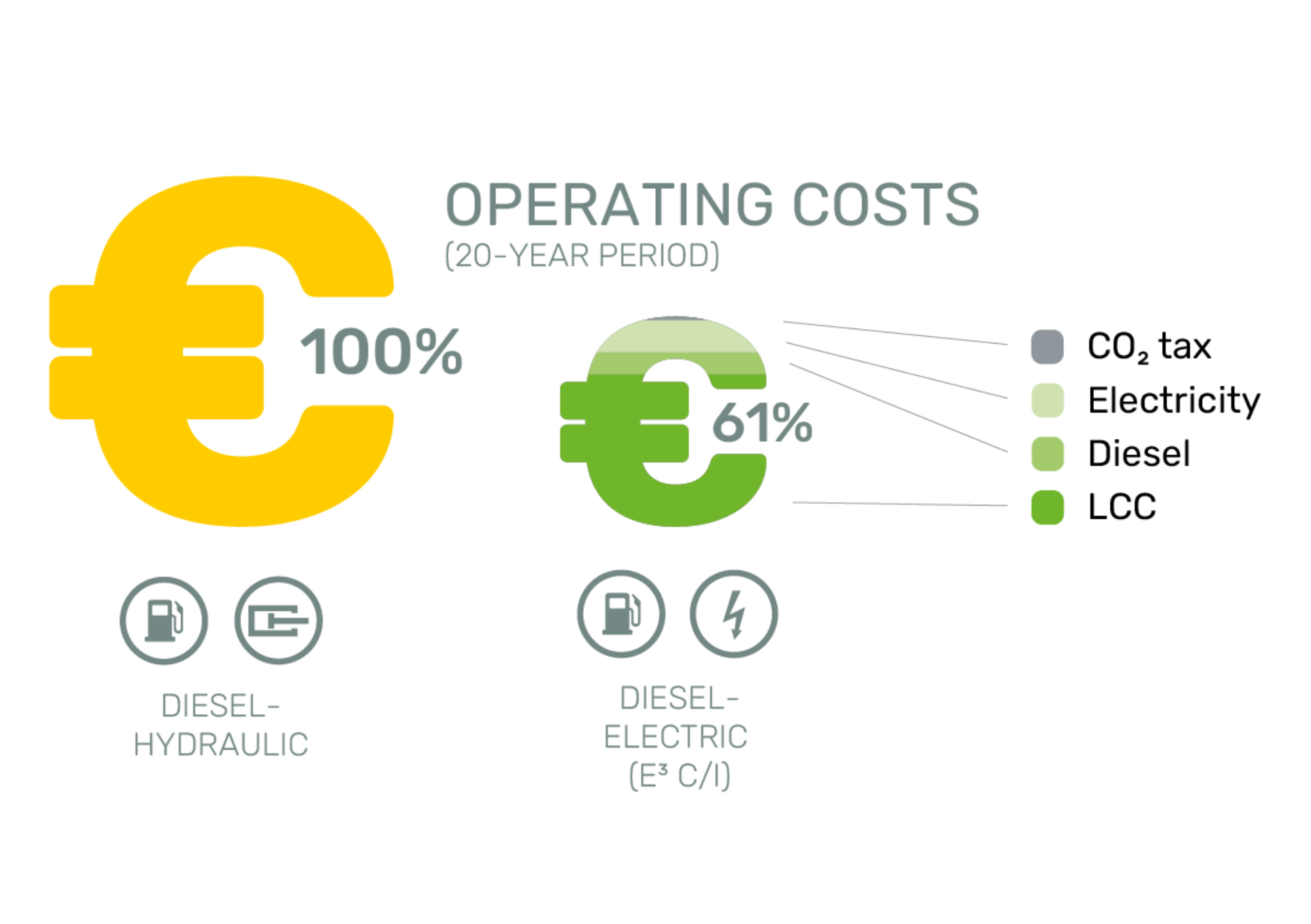
In this specific example, the operating costs of a UnimatExpress 2-sleeper universal tamping machine for deployment in Germany are used as essential input values. They are analysed in great detail for the LCC analysis. A conventional diesel-hydraulic drive system is compared with hybrid E³ technology. Investment costs are the other part of the analysis. However, they depend on the machine’s equipment and its estimated service life. Machine operating companies must take these costs into account separately.
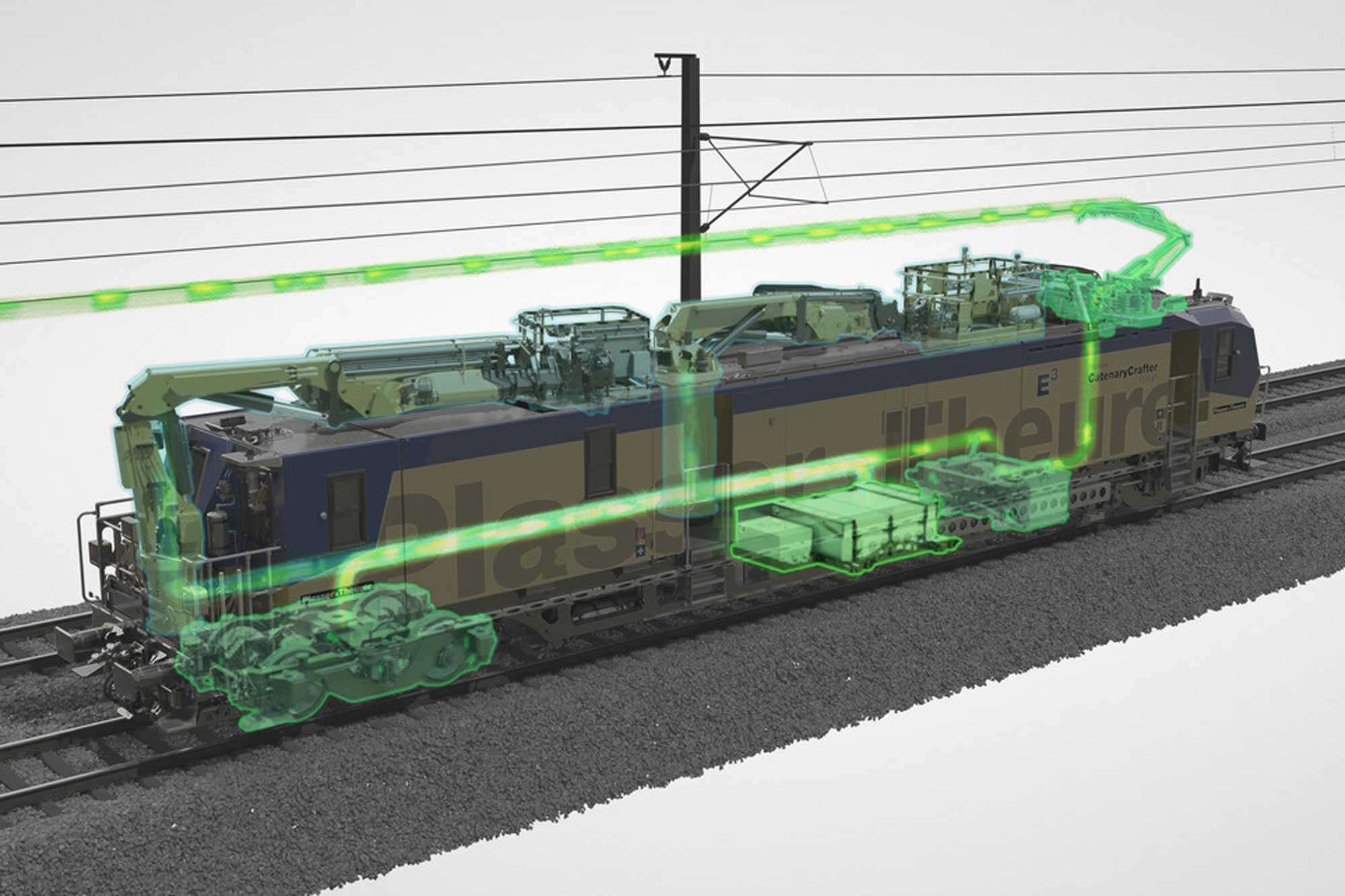
With E³ machines, work units and other energy consumers, such as the air conditioning unit, are operated with electricity from the overhead contact line. When laying new track, this source of power is usually not available. This is why E³ tamping machines are also equipped with a generator operated with synthetic fuels or diesel. The variety of traction current systems is reflected in the variety of E³ machines available.
The sample calculation assumes that the internal combustion engine is used for 20% of working and travel applications, with the overhead contact line being used for the remaining 80%. The calculation is based on 180 shifts per year and a transfer output (travelling to and from the worksite) of 15,000 km a year.
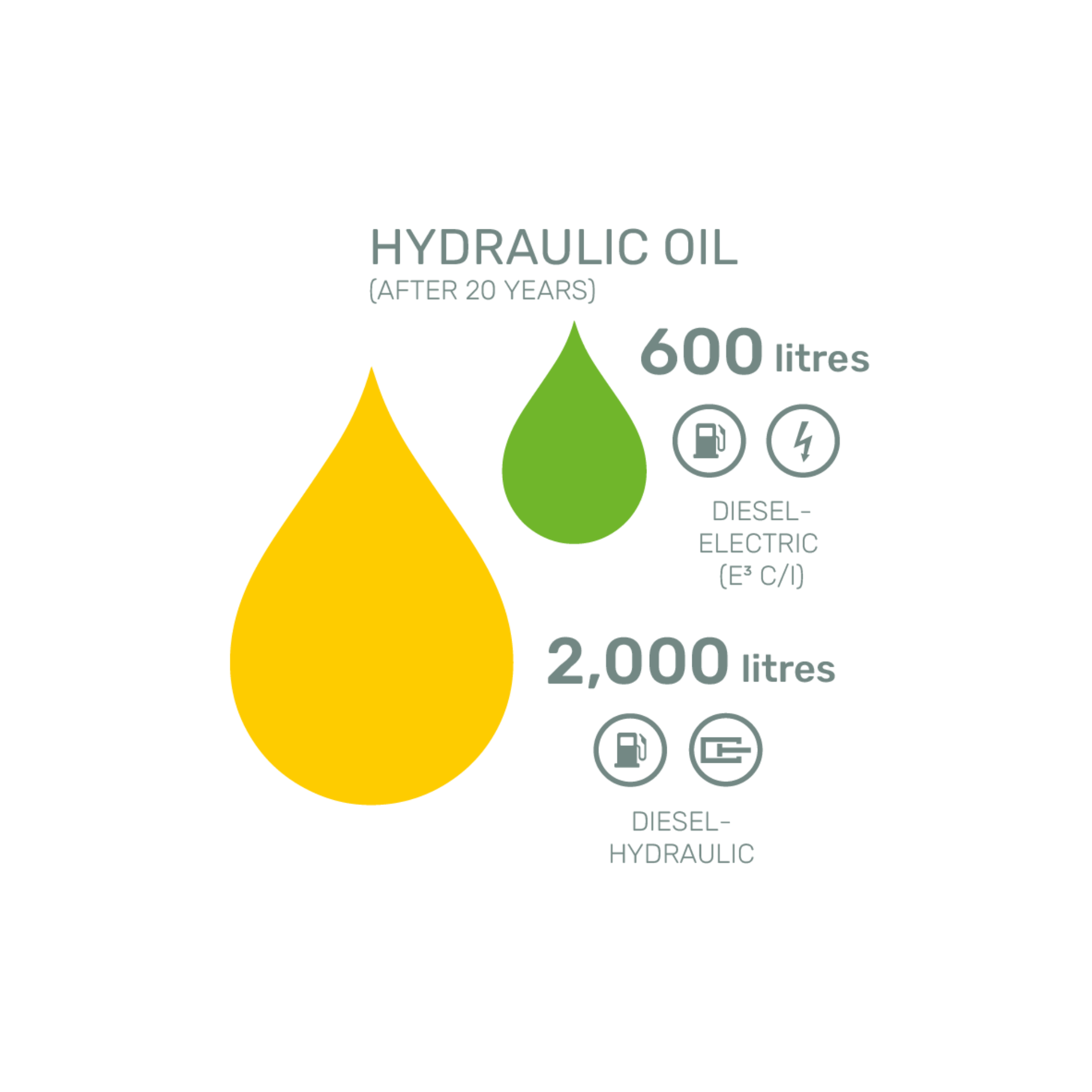
When viewed over a period of 20 years, the operating costs of a hybrid “E³ C/I“ machine are 40% lower than those of a diesel-hydraulic machine. These savings are primarily from the reduction in energy consumption. An additional cost factor is that electrification reduces the costs of spare and wear parts. The maintenance intervals for electric components are longer than those of hydraulic components. Where it makes sense from a technology perspective, E³ technology uses less hydraulics. Compared to a diesel-hydraulic machine, which uses 2,000 l of hydraulic oil, an E³ machine only needs 600 l. This reduction not only saves valuable resources, but also lowers the costs of hydraulic oil and hydraulic components.
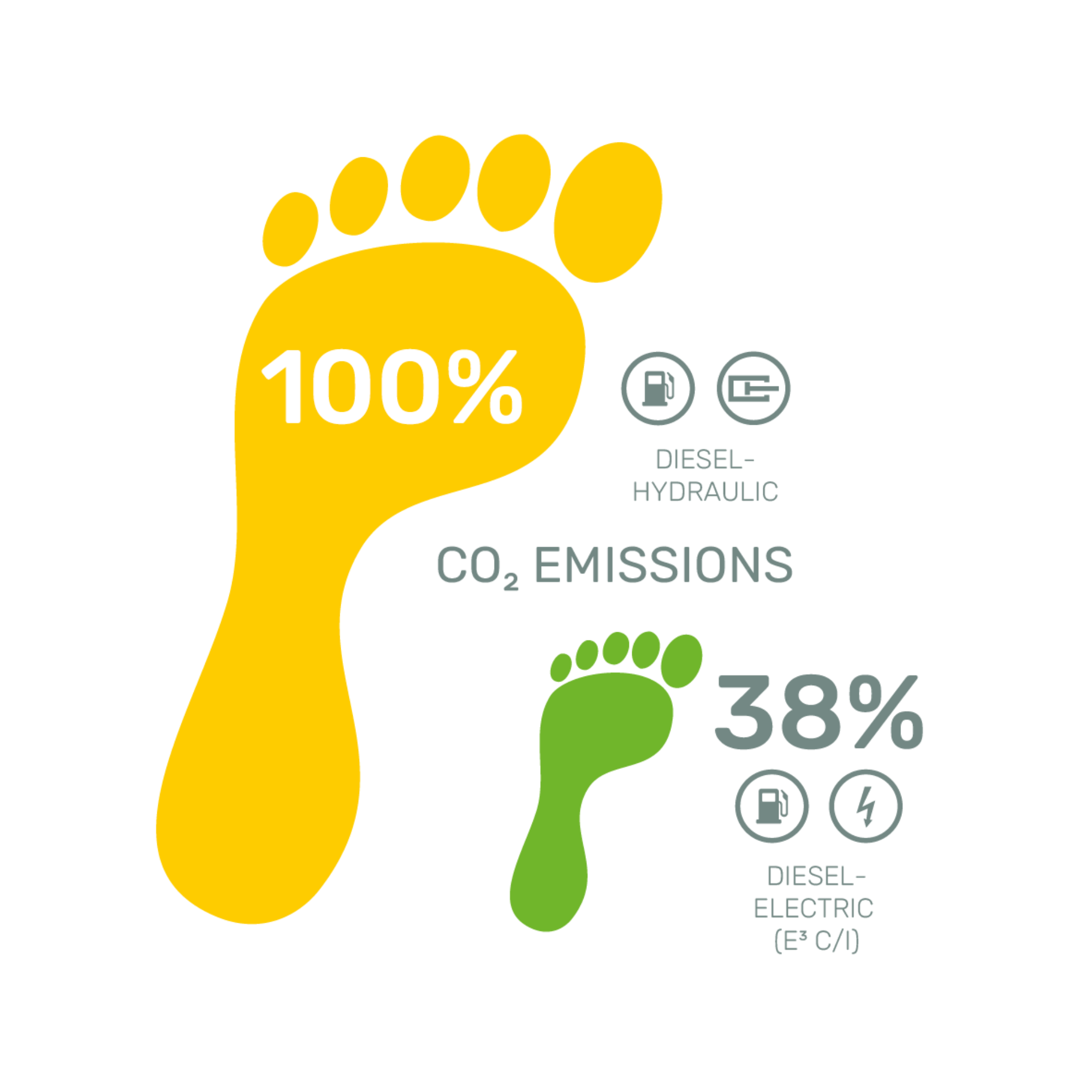
Another important piece of information when deciding to invest in a machine is the calculation of its CO₂ emissions. The TCO approach offers this possibility and provides transparent information on CO₂ emission savings, expressed as a percentage. It is depicted over the service life of the machine, using the defined deployment profile and the respective technology. Possible disposal costs at the end of its service life are not taken into account at the moment, as it is currently next to impossible to estimate costs.
E³ pays off for operating companies and the environment
By analysing costs over the entire life cycle, it is possible to clearly compare different machine concepts. The energy requirements, CO₂ emissions, and maintenance costs of different technologies are depicted transparently over the life cycle. In addition to working speed and quality, the energy efficiency of E³ technology make its benefits obvious. The positive environmental impact of green track maintenance machines is emerging as a sustainable investment in the future.